
Your belt conveyor stops without warning. The tail pulley seizes up. Then your whole production line goes down.
Let me show you how the right pillow block bearings keep your conveyor running smoothly every day.
Pillow block bearings support the tail pulley and return rollers on a belt conveyor. They carry radial loads, keep the shaft aligned, and let it spin with very little friction. Without them, your belt would drag, overheat, and tear quickly.
You already know that a broken conveyor means lost money. But most failures start from small problems in the bearings. In this post, I will walk you through the real functions, the selection steps, the common failures, and the best installation methods. I work at FYTZ Bearing, a factory in China. We make pillow block bearings for buyers like you. So I will also share what I have learned from our customers in India, Turkey, and Brazil.
What Are the Key Functions of Pillow Block Bearings in Tail Pulleys and Return Rollers?
Your conveyor belt runs over the tail pulley and many return rollers. Those parts need to turn freely. If they don’t, the belt rubs and wears out fast.
Pillow block bearings hold the shaft of each roller and pulley. They take the weight of the belt and the material on it. At the same time, they let the shaft rotate with almost no resistance. This is how they keep your belt moving.

Three Main Jobs of These Bearings
Let me break down the functions into three simple jobs. I see these every day when our customers send me photos of their broken conveyors.
| Function | What It Does For Your Conveyor | Why It Matters |
|---|---|---|
| Load support | Carries the radial force from the belt tension and the material weight | Prevents the shaft from bending or breaking |
| Shaft alignment | Keeps the shaft centered inside the housing | Reduces uneven wear on the belt and the bearing |
| Low friction rotation | Lets the shaft spin without metal‑to‑metal contact | Saves energy and stops overheating |
Why the Tail Pulley Needs a Stronger Bearing
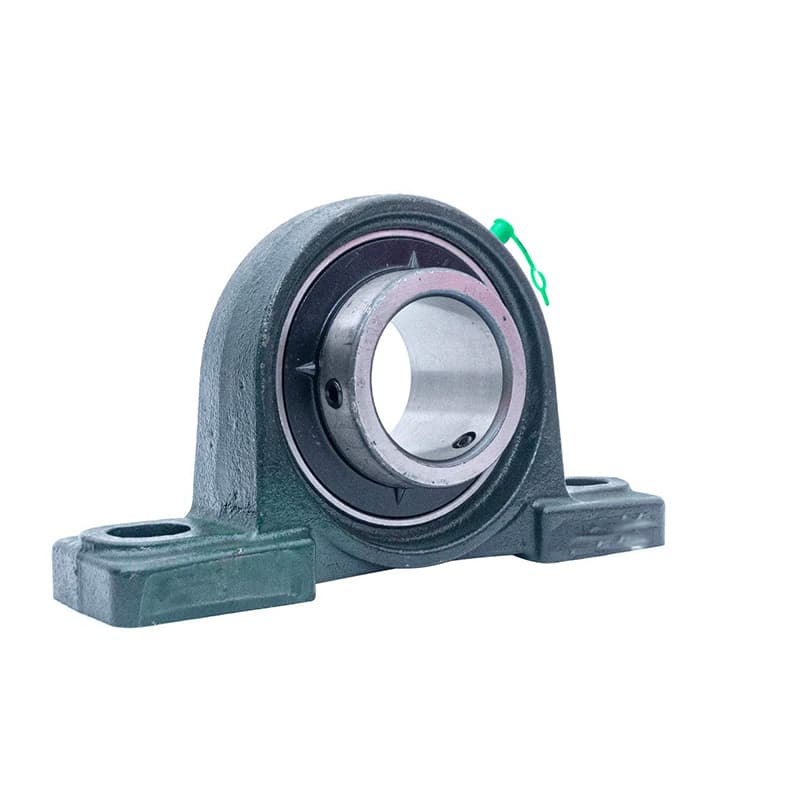
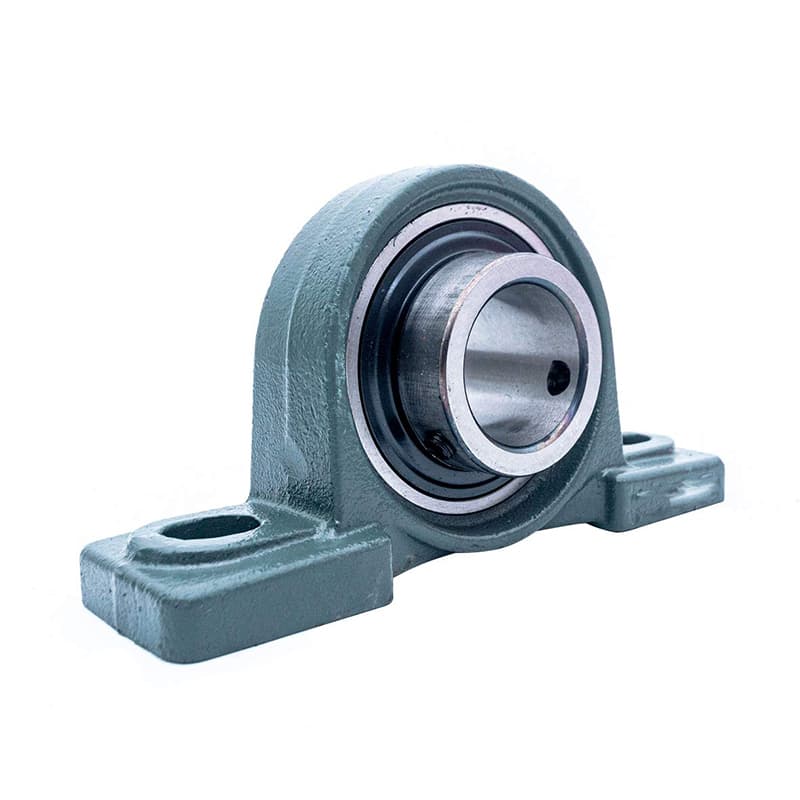
The tail pulley is where the belt returns. It usually has more dirt and material buildup. Also, the belt tension is high at this point. From my experience selling to conveyor repair shops in Indonesia and Pakistan, I can tell you that the tail pulley bearing fails three times more often than a return roller bearing. That is why you need a pillow block bearing with a wider inner ring and better sealing. We often recommend a UC series bearing with a set screw lock for tail pulleys. UC‑series insert bearing units are designed with a wide inner ring and set‑screw locking for reliable shaft grip in dusty conveyor service
Return Rollers Are Different
Return rollers only support the empty belt on its way back. The load is much lighter. But there are many rollers on one conveyor. So you need a cost‑effective bearing that still runs quietly. A simple cast iron housing with a standard chrome steel ball bearing works well here. Some of my clients in Vietnam use pressed steel pillow blocks for return rollers to save money. That is fine if the conveyor is indoors and clean. For dusty or wet conditions, I always push for a cast iron housing with a rubber seal.
To sum up this section: know the job first. The tail pulley needs strength and sealing. Return rollers need reliability and low cost. Pick your pillow block bearings based on that. Cast iron pillow block housings provide excellent strength and vibration damping for general industrial use, while stamped steel pillow blocks are often more economical for light-duty applications [web:947][web:949][web:952]. For dusty or wet environments, pillow block units with rubber/double-lip sealing are specifically used to keep contaminants and moisture out .
How Do You Select the Right Pillow Block Bearing for Conveyor Applications?
You see so many bearing sizes and housing types online. It is easy to pick the wrong one. Then you waste money and your conveyor breaks down again.
Start with three things: the shaft diameter, the load rating, and the working environment. Pillow block bearing catalogs emphasize selecting units based on shaft diameter, bearing series (light/medium/heavy), and operating conditions [web:912][web:961]. For a belt conveyor tail pulley, use a medium or heavy series pillow block. For return rollers, a light series is usually enough. Conveyor‑pulley pillow blocks commonly use medium or heavy series housings with tapered or ball bearings to handle high radial and axial loads, while light‑series units suffice for return rollers [web:955][web:967]. Always check the dynamic load rating (C) from the bearing catalog. Bearing catalogs list dynamic load rating C as a key parameter for life calculation under actual operating loads .

A Step‑by‑Step Selection Process
I have helped procurement managers like Rajesh from India choose the right bearings for their container orders. Let me share the simple steps I use.
Step 1 – Measure the Shaft Diameter
This is the most basic rule. The bearing’s inner hole must match the shaft. Not “close enough”. Exactly. A loose fit makes the shaft wobble. A tight fit can crack the inner ring. For a tail pulley shaft that is 50 mm, you need a bearing like UC210 (50 mm bore). Our catalog at FYTZ Bearing shows the bore size clearly. Do not guess.
Step 2 – Calculate the Load
Most people ignore this. Then they buy a bearing that is too small. For a tail pulley, you have two loads: the belt tension (up to several thousand Newtons) and the weight of the material that might pile up. A good rule of thumb from our engineers: use a bearing with a dynamic load rating at least 1.5 times your calculated radial load. For return rollers, the belt tension is much lower because the belt is empty. A standard pillow block with a 20‑25 mm bore is often enough.
Step 3 – Match the Housing Material to Your Environment
I see many failures because of rust or dirt. Let me give you a quick table based on what I tell my customers in Russia (cold), Egypt (hot and dusty), and Brazil (humid).
| Environment | Recommended Housing | Seal Type | Bearing Steel |
|---|---|---|---|
| Dry indoor (factory) | Pressed steel or cast iron | Single lip seal | Chrome steel (GCr15) |
| Dusty (cement, grain) | Cast iron with labyrinth seal | Triple lip seal | Chrome steel with black oxide |
| Wet or humid (food, outdoor) | Cast iron or stainless steel | Double lip seal with rubber | Chrome steel or 440C stainless |
| Very cold (freezer, Russia) | Cast iron with special grease | Low‑friction contact seal | Chrome steel with cold‑stable grease |
Step 4 – Check the Locking Method
For tail pulleys, I recommend an eccentric locking collar or a set screw lock. Both work well. Set screws are easier to replace. For return rollers that spin fast, a concentric lock is fine but less common. In our factory, we produce UC series with set screws for most conveyor orders.
A Real Example from a Customer
Last year, a buyer from Turkey asked me for pillow block bearings for a 500‑meter conveyor. He first ordered a light series (UCP205). After three months, the tail pulley bearings failed. The shaft was 35 mm, but the load rating was too low. I helped him switch to UCP210 (heavy series) for the tail pulley and kept UCP205 for the return rollers. That conveyor now runs for 18 months without a bearing change. Selecting right saves you money in the long run.
What Are the Common Failure Modes of Pillow Block Bearings and How Can You Prevent Them?
You replace a bearing. Then two months later, it makes noise again. You wonder what went wrong. Most failures are not magic. They have clear causes.
The top three failure modes are contamination, poor lubrication, and misalignment. Contamination happens when dust or water gets inside. Poor lubrication means no grease or wrong grease. Misalignment happens when the housing is not mounted flat. Each failure has a simple fix.

How to Spot Each Failure Early
I have seen thousands of failed bearings come back to our factory from Russia, India, and Egypt. Let me show you what they look like and how to stop it from happening.
Failure 1 – Contamination (Dirt or Water Inside)
Signs: The bearing feels rough when you turn the shaft by hand. The grease looks black or watery. The balls and races have pits or rust.
Why it happens: The seal is damaged or the housing has no rubber lip. For tail pulleys near the ground, mud and dust get in very easily.
Prevention:
- Use a pillow block with a triple lip seal (like our FYTZ SB series).
- Add a rubber cover over the housing if the area is very wet.
- Regrease every 500 hours of operation to push out old dirty grease.
I once visited a cement plant in Vietnam. Their bearings failed every two months because of cement dust. We switched to a labyrinth seal housing and added a felt washer. The bearings then lasted 14 months. That is the power of good sealing.
Failure 2 – Lubrication Failure
Signs: The bearing gets very hot (over 70°C). The grease inside is hard and crusty, or it has leaked out completely.
Why it happens: People use the wrong grease type. Or they grease too much. Or they forget to regrease for a year.
Prevention:
- Use a lithium‑based grease with NLGI grade 2 for most conveyors.
- For high temperature (above 100°C), switch to a synthetic grease.
- Grease every 400 hours for tail pulleys and every 800 hours for return rollers.
- Do not overgrease. Two pumps from a grease gun is enough.
From our lab tests, too much grease creates churning drag. That heats up the bearing just as much as no grease. I always tell my customers: “A little grease, often, is better than a lot of grease once a year.”
Failure 3 – Misalignment
Signs: The belt tracks to one side. The bearing housing wobbles when the shaft turns. There is uneven wear on the outer ring.
Why it happens: The mounting base is not flat. Or the two pillow blocks on the same shaft are not in a straight line.
Prevention:
- Use a straight edge and a level meter when you install the housings.
- Choose self‑aligning pillow block bearings. These can handle up to 2 degrees of misalignment.
- Tighten the base bolts in a cross pattern, not one by one.
A Quick Troubleshooting Table
| Failure Sign | Likely Cause | First Thing To Do |
|---|---|---|
| Noise + vibration | Contamination or brinelling | Clean and regrease. Replace if noise stays. |
| Overheating | Too much grease or wrong grease | Remove grease relief plug. Let extra grease out. |
| Rust on outer ring | Water ingress | Seal the housing. Switch to stainless steel. |
| Broken inner ring | Misalignment or heavy impact | Check shaft straightness. Upgrade to a heavier series. |
I keep this table in our workshop. It helps my team answer customer questions fast. You can print it out for your maintenance team too.
What Are the Installation Best Practices for Tail Pulley and Return Roller Bearings?
You bought good bearings. But if you install them badly, they will fail fast. I have seen expensive bearings die in one week because of a crooked base or a hammer blow.
Always clean the shaft first. Then slide the bearing onto the shaft without forcing it. Tighten the locking collar or set screws to the right torque. Finally, bolt the housing down on a flat, solid surface. Use a torque wrench. Do not guess.
My 5‑Step Installation Checklist
I use this checklist every time I train new technicians in our factory in China. Follow it step by step.
Step 1 – Prepare the Shaft and Housing Base
- Remove any rust or burrs from the shaft with fine sandpaper.
- Wipe the shaft clean with a dry cloth. No oil or grease on the part where the bearing sits.
- Check the base plate (where the pillow block sits). It must be flat. Use a feeler gauge. If you see a gap bigger than 0.05 mm, shim it.
Step 2 – Mount the Bearing onto the Shaft
- For a tail pulley: slide the bearing on by hand. It should go in about half the shaft length. Do not hit it with a hammer. Use a piece of pipe and a soft mallet if needed.
- For return rollers: the roller might have the bearing already pressed inside. Then you just slide the roller shaft into the housing.
- Common mistake: People push the bearing too far. Leave 1‑2 mm space so the shaft can expand when hot.
Step 3 – Lock the Bearing to the Shaft
- For set screw type (UC series): tighten the first set screw to 70% of the torque value. Then tighten the second set screw to the full torque. Then go back and fully tighten the first one.
- For eccentric locking collar: turn the collar in the direction of shaft rotation. Tap it lightly with a punch to lock. Then tighten the setscrew on the collar.
Here is a simple torque table for common sizes. These numbers come from our FYTZ assembly manual.
| Bearing Bore (mm) | Set Screw Torque (Nm) | Collar Locking Torque (hand feel) |
|---|---|---|
| 20 | 6 Nm | Firm hand tight + 1/8 turn |
| 30 | 10 Nm | Hand tight + 1/4 turn |
| 40 | 15 Nm | Hand tight + 1/3 turn |
| 50 | 22 Nm | Hand tight + 1/2 turn |
Step 4 – Bolt the Housing Down
- Put the housing on the base. Do not fully tighten yet.
- Rotate the shaft by hand. It should spin smoothly.
- Then tighten the base bolts in a cross pattern. First to 50% torque, then to 100%.
- Use a torque wrench. For M10 bolts, 40 Nm is typical. For M12, 60 Nm.
Step 5 – Grease and Test
- Pump fresh grease into the fitting until you see old grease come out of the relief.
- Run the conveyor empty for 10 minutes. Then check the housing temperature. It should not be hot to the touch.
- Listen for any scraping noise. That means misalignment or a bad lock.
A Personal Story from Brazil
A customer in Brazil called me last year. He installed 50 pillow block bearings on a new conveyor line. After one week, 12 bearings had broken housings. I asked him how he installed them. He said: “We used a big hammer to push them onto the shaft.” That was the problem. We sent him a free installation manual and a rubber mallet. He replaced the broken ones and installed them softly. No more failures. So please, no hammers.
What About Return Rollers?
Return rollers are easier. Most of them come as pre‑assembled units. You just bolt the roller bracket to the conveyor frame. But still check alignment. A crooked return roller makes the belt wander. Use a spirit level across two adjacent rollers. If one is higher, adjust it.
One More Tip from My Factory
Always keep spare pillow block bearings in your warehouse. For a conveyor with 50 return rollers, keep 5 spare bearings. For the tail pulley, keep 2 spares. That way, when a bearing fails at 2 AM, you can replace it in 20 minutes instead of waiting a week for shipping. Our customers in Pakistan and Egypt love this advice. Downtime is expensive. A $10 spare bearing can save $10,000 in lost production.
Conclusion
Choose the right pillow block for the tail pulley and return rollers. Install it clean and straight. Then grease it on time. That is all you need for a long conveyor life.
