
I see a lot of bearing failures in mixers and agitators. These machines look simple. But they destroy bearings in ways that other equipment does not. Let me explain why.
The short answer is this. Mixers and agitators create low-speed, high-vibration conditions with frequent starts and stops. They also have unbalanced loads from the impeller. Standard pillow block bearings often fail fast here. You need bearings with C3 clearance, heavy-duty housings, and strong seals.

I have supplied bearings to dozens of mixer manufacturers and food processing plants. I am Raj from FYTZ Bearing. My factory makes pillow block bearings for tough mixing applications. Let me walk you through the four biggest problems and how to solve them.
1. Why Do Mixers and Agitators Put Unique Stress on Pillow Block Bearings?
You might think a slow-turning shaft is easy on bearings. But I have learned the opposite. Mixers and agitators create a perfect storm of bad conditions.
Mixers put three unique stresses on bearings. First, the impeller creates unbalanced radial loads that change direction. Second, the low speed means no oil film forms easily. Third, the frequent starts and stops cause shock loads. Standard bearings with CN clearance overheat and fail. You need C3 clearance and heavy-duty housings.
The three stresses explained
Let me break down each stress so you can see why standard bearings struggle.
Stress one – Unbalanced radial loads. The impeller at the bottom of the shaft is heavy. It also pushes against the liquid. That force is not steady. It moves around as the impeller turns. The shaft tries to wobble. The bearing has to fight that wobble. A standard deep groove ball bearing does not like changing load directions. It prefers a steady load. For mixers, I often recommend spherical roller bearings or reinforced ball bearings with larger rolling elements.
Stress two – Low speed means no oil film. Bearings rely on a thin film of oil or grease between the balls and the raceway. That film forms when the shaft spins fast. At low speeds (under 100 RPM), the film is very thin. Metal touches metal more often. That creates wear and heat. So you need a grease with high base oil viscosity. ISO VG 220 or even 460 works better than standard ISO VG 100.
Stress three – Frequent starts and stops. A mixer might start and stop ten times an hour. Each start gives a shock load. The balls push hard into the raceway. Over time, that creates small dents. That is called false brinelling. I see this a lot in batch mixers. They run for 10 minutes, then stop, then start again. The bearing never settles into a steady state.
Here is a quick table of mixer stresses vs. standard bearings:
| Stress Type | What Happens | Standard Bearing Response | What You Need |
|---|---|---|---|
| Unbalanced radial load | Load direction changes with each rotation | Deep groove bearings overheat | Spherical or reinforced ball bearing |
| Low speed (under 100 RPM) | Oil film is too thin | Metal-to-metal contact | High-viscosity grease (ISO VG 220+) |
| Frequent starts/stops | Shock loads at each start | False brinelling dents on raceway | C3 or C4 clearance |
| Vibration from impeller | Constant small oscillations | Fretting corrosion on shaft | Set screw locking or taper sleeve |
I learned this from a customer in India. He makes small paint mixers. He kept buying standard UCP bearings. They failed every three months. The bearings got hot and seized. I asked him about his mixer speed. He said 50 RPM. That is very low. I told him to switch to a high-viscosity grease and C3 clearance. He tried it. The bearings lasted over a year. That was a simple fix.
2. What Mounting and Housing Styles Work Best for Agitator Shafts?
The way you mount the bearing matters just as much as the bearing itself. I see people pick the wrong housing style. Then the bearing moves on the shaft or the housing cracks.
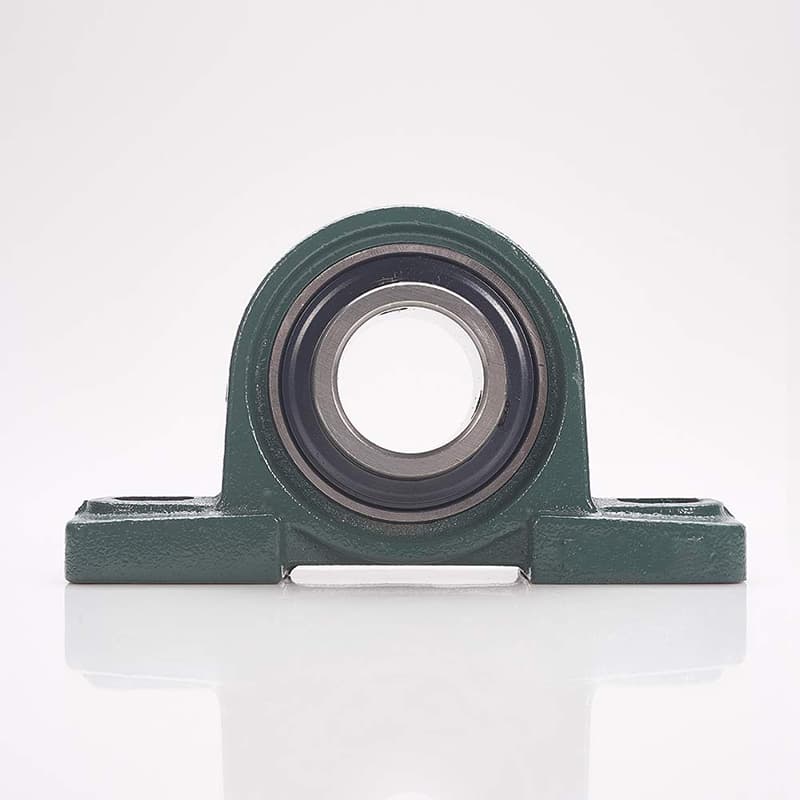
For agitator shafts, use a four-bolt pillow block or a flanged housing with a split design. Two-bolt blocks are too weak for mixer vibrations. Also choose a housing with a set screw locking collar or a taper sleeve. Eccentric locking collars slip under vibration. For vertical agitators, use a flanged housing at the bottom and a pillow block at the top.

Housing styles and when to use each
Let me go through the most common mounting options for mixers and agitators.
Two-bolt pillow block. This is the lightest option. It works for very small mixers under 1 HP. But I do not recommend it for most agitators. The two bolts do not hold the housing stiff enough. The housing flexes. Then the bearing misaligns. Use this only for lab-scale mixers.
Four-bolt pillow block. This is my standard recommendation for industrial mixers. Four bolts give you twice the holding power. The housing is also wider and heavier. It resists the wobble from the impeller. Most of our FYTZ bearings for mixers use a four-bolt base.
Take-up (sliding) housing. This is for conveyors, not mixers. Do not use it. The sliding mechanism adds play. Your agitator shaft needs to be fixed in place.
Flanged housing (square or round). This is the best choice for vertical agitators. You mount the flange directly to the tank lid or support beam. The bearing sits right on the shaft. For a vertical mixer, put one flanged bearing at the top of the shaft and one at the bottom near the impeller. The bottom bearing takes most of the radial load.
Split housing. This is a special design where the housing comes in two halves. You can replace the bearing without removing the shaft. That is very useful for big agitators where the shaft is long or hard to lift. Split housings cost more. But they save hours of downtime.
Now let me talk about locking methods.
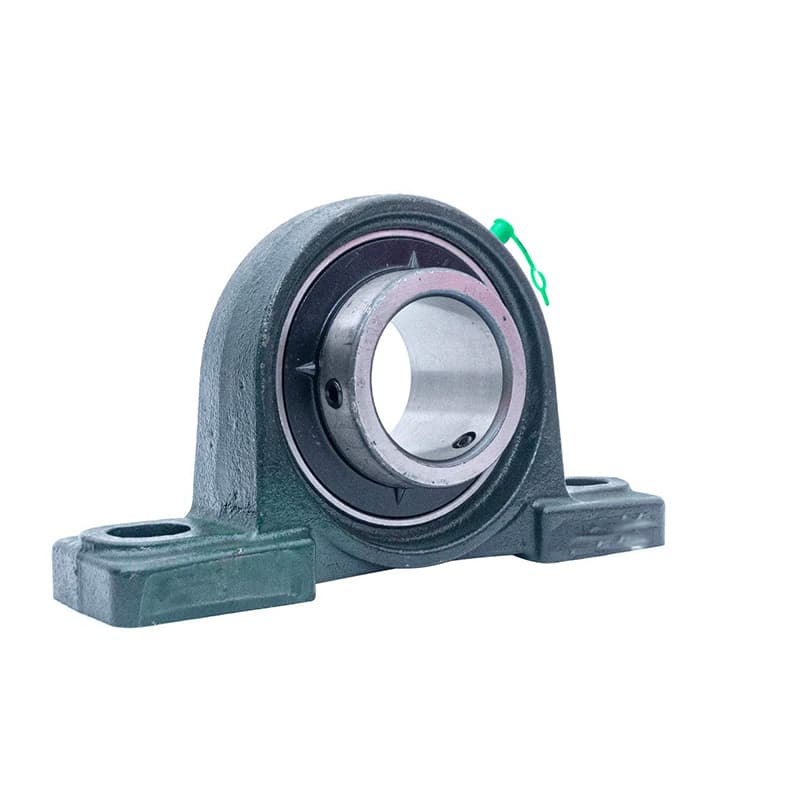
Set screw locking (two set screws). This is the most common and reliable for mixers. Two set screws bite into the shaft. They hold tight under vibration. But you must use the right torque. Too much torque deforms the inner ring. Too little and the screw loosens. Use a torque wrench. For a 1/2-inch set screw, torque to about 10-12 Nm.
Eccentric locking collar. This is a ring that turns to lock onto the shaft. It is easy to install. But it does not hold as well under vibration. I have seen these slip on mixer shafts after a few months. So I avoid them for agitators.
Taper sleeve adapter. This is the strongest lock. A taper sleeve expands inside the bearing bore. It creates a press fit. You need a special tool to install it. Use this for large mixers or very high vibration. The cost is higher, but the reliability is excellent.
Here is a selection table:
| Shaft Type | Mounting Style | Locking Method | Best For |
|---|---|---|---|
| Horizontal mixer, small (under 2 HP) | 2-bolt pillow block | Set screws | Light duty, low vibration |
| Horizontal mixer, medium to large | 4-bolt pillow block | Set screws | Most industrial mixers |
| Vertical agitator, top bearing | Flanged (square) | Set screws or taper sleeve | Tank lid mounting |
| Vertical agitator, bottom bearing | Flanged (round) | Taper sleeve | High radial load |
| Large agitator, hard to remove shaft | Split pillow block (4-bolt) | Set screws | Maintenance-friendly |
I had a customer in Turkey who built chocolate mixing tanks. He used two-bolt housings on his vertical agitators. The housings cracked after six months. I asked him why. He said the two-bolt was cheaper. I showed him a four-bolt flanged housing. It cost 20% more. But it lasted three years. He switched all his designs to four-bolt after that.
3. How to Select the Right Internal Clearance for Low-Speed, High-Vibration Applications
Internal clearance is one of the most misunderstood topics. Many buyers do not even know what it means. Let me explain it simply.
Internal clearance is the extra space between the balls and the raceway inside the bearing. For low-speed, high-vibration mixers, you need C3 clearance. C3 gives you more space. That space absorbs heat from friction and allows for shaft expansion. Standard CN clearance is too tight. It will cause overheating and seizure in less than 500 hours of mixer operation.

CN, C3, C4 – what is the difference?
I will break down each clearance class. Then you will know exactly what to order.
CN (Normal clearance). This is the standard for most applications. The space between the balls and raceway is small. That is good for high-speed machines. It keeps the shaft centered. But for mixers, that small space is a problem. The shaft heats up from low-speed friction. It expands. The clearance disappears. Then the bearing locks up.
C3 clearance. This is larger than CN. The extra space gives room for heat expansion. C3 is the most common choice for mixers and agitators. I recommend it for 80% of my mixer customers. The bearing runs a little looser. But that is fine at low speeds. You will not get noise or vibration issues.
C4 clearance. This is even larger than C3. Use C4 for very high heat or very high vibration. For example, a mixer in a hot process (over 80°C) or a mixer with a very long shaft that expands a lot. For most small agitators, C4 is too loose. The shaft will feel wobbly. So do not over-spec.
How to check your clearance. You cannot see clearance with your eyes. But you can feel it. Install the bearing on the shaft. Try to wiggle the inner ring by hand. With CN clearance, you feel almost no movement. With C3, you feel a tiny click. With C4, you feel a definite movement. For a mixer, that tiny click of C3 is what you want.
Here is a simple test table:
| Clearance Class | Radial Play (for a 30mm bore bearing) | Feel by Hand | Best for Mixer Conditions |
|---|---|---|---|
| CN (normal) | 5-10 microns | No noticeable movement | High-speed, cool running (not mixers) |
| C3 | 15-25 microns | A very slight click felt | Most mixers and agitators (standard) |
| C4 | 25-40 microns | A clear movement felt | High-heat mixers (over 80°C) or long shafts |
I remember a failure in a customer’s plant in Brazil. He made animal feed mixers. He kept buying CN clearance bearings from a local supplier. The bearings seized every two months. He called me upset. I asked him to measure the shaft temperature after running for an hour. It was 75°C. That is hot. The shaft expanded. The CN clearance was gone. I sent him C3 bearings. He installed them. That was over a year ago. He has not had a single seizure since.
One more thing. Do not confuse clearance with precision class. Precision class (P0, P5, P6) is about how round the bearing is. For mixers, P0 (normal precision) is fine. You do not need P5 or P6. Save your money for C3 and good seals.
4. Which Sealing Solutions Prevent Product Contamination from Leaking Mixer Contents?
This is a big problem for food, chemical, and pharmaceutical mixers. The mixer tank contains liquids, powders, or pastes. If the bearing seal fails, the product leaks out. Or worse, the bearing grease leaks into the product. Both are bad.
For mixers and agitators, you need a seal that stops both directions. It must keep mixer contents out of the bearing. And it must keep bearing grease out of the product. Use a triple-lip rubber seal with a steel shield for most applications. For food mixers, use FDA-approved seals with no exposed rubber pores. For chemical mixers with solvents, use FKM (Viton) seals.
Seal selection by mixer type
Let me give you specific seal recommendations for different mixer environments.
Dry powder mixers (flour, cement, chemicals). The problem is fine dust. Dust gets past a simple seal. Use a labyrinth seal or a triple-lip seal with a steel slinger. The slinger throws dust away. Avoid single lip seals. They will let dust in within days.
Liquid mixers (paints, sauces, slurries). The problem is liquid seeping into the bearing. Also the bearing grease might leak into the product. Use a contact seal with two or three lips. The lips press tight against the inner ring. For food liquids, the seal rubber must be FDA-compliant. Our FYTZ food-grade bearings use white NBR seals that are approved for incidental food contact.
Chemical mixers (solvents, acids, strong detergents). Standard rubber seals (NBR) will swell and crack. You need FKM (Viton) seals. FKM resists almost all chemicals. It also handles higher temperatures. The cost is higher. But it is necessary for chemical duty.
Vertical agitators with bottom bearings. This is the hardest case. The bottom bearing sits near the mixer contents. Gravity pulls liquid toward the bearing. Use a double-lip seal facing up. Also add a deflector ring above the bearing. The deflector throws liquid away before it reaches the seal.
Here is a seal selection table:
| Mixer Contents | Seal Type | Seal Material | Special Feature |
|---|---|---|---|
| Dry powder (flour, cement) | Labyrinth or triple-lip with slinger | NBR | Steel slinger throws dust |
| Liquid food (sauces, juices) | Double or triple-lip contact | FDA white NBR | No pores, easy to clean |
| Oils and greases | Triple-lip contact | NBR | Resists oil swell |
| Solvents and chemicals | Triple-lip contact | FKM (Viton) | Chemical resistance |
| High-temperature liquid (over 100°C) | Triple-lip contact | FKM or silicone | Heat resistance up to 200°C |
| Any mixer, bottom position | Double-lip with upward-facing seal | NBR or FKM | Add deflector ring above bearing |
I have a story from a customer in Vietnam. He makes coconut milk. His mixer bearings were leaking grease into the product. The health inspector almost shut him down. He called me in a panic. I asked him what seals he was using. He said standard rubber seals with no certification. I sent him our FDA-approved bearings with white NBR seals. The seals are also double-lipped. He installed them. The grease leak stopped. And he passed his next inspection.
One more tip for hygienic mixers. Use a bearing with a stainless steel housing and a smooth finish. The smooth surface does not trap product residue. You can wash it down easily. This is common in dairy and beverage mixers. I offer electropolished stainless housings for these applications.
Conclusion
For industrial mixers and agitators, use C3 clearance, four-bolt housings, and strong seals matched to your product. That is how you stop failures and contamination.
