
Your feed mill bearings keep failing every few weeks. Dust and corrosive additives eat them alive. That stops your pellet production.
To select pillow block bearings for feed processing, use triple lip seals with flingers, choose stainless steel or heavy cast iron housings, apply polyurea grease every 200 hours, and avoid standard bearings when processing acidic or salty ingredients. This doubles bearing life in most feed mills.
I run a bearing factory called FYTZ Bearing in China. I sell to distributors like Rajesh in India. His customers run feed mills for chicken, cattle, and fish. They used to replace bearings every two months. Now they get 8 to 12 months. The difference is understanding what kills bearings in a feed mill. Let me walk you through the four most important things.
1. What Are the Demanding Conditions in Feed Mills and Pellet Mills?
You think a feed mill is just dusty. But it is much worse than that. The dust is fine, the loads are heavy, and the additives can eat metal.
Feed mills have fine grain dust1 that gets past standard seals, high humidity from steam conditioning, heavy shock loads from pellet presses, and corrosive ingredients2 like salt, acids, and molasses. Bearings also run 16–24 hours a day. So you need industrial-grade protection3, not light-duty parts.

Dive deeper paragraph:
Let me break down what really happens inside a feed mill. I have visited many of them in India, Vietnam, and Egypt. The conditions are tougher than most factories.
Fine dust everywhere
Feed ingredients are ground into fine powder. Corn, soybean meal, and wheat middlings create dust particles as small as 5 to 10 microns. That is smaller than the gap on a standard rubber seal. The dust floats in the air and settles on everything. When a bearing spins, it creates a small vacuum that pulls dust inside. Once inside, the dust mixes with grease and becomes a lapping compound. It wears down the balls and raceways like sandpaper.
Steam and humidity
Pellet mills use steam to condition the mash before pressing. That steam makes the whole area humid – often 70% to 90% relative humidity. Water vapor gets into bearings. It condenses inside when the bearing cools down. That causes rust. Rust flakes off and damages the smooth surfaces.
Heavy loads and shock
A pellet mill press uses rollers to push feed through a die. That creates high radial loads and strong vibrations. Conveyors in feed mills carry heavy loads of mash or finished pellets. So bearings must handle both steady loads and sudden shock loads. A standard ball bearing can fail quickly under these conditions.
Corrosive ingredients
Here is the big one that many people miss. Feed contains additives like salt (sodium chloride), organic acids (propionic acid for mold prevention), and sometimes molasses (sugary and sticky). Salt causes rapid rust. Acids eat away at standard chrome steel. Molasses gets sticky and attracts more dust. If you make fish feed, there is also fish meal – which is salty and oily.
Here is a summary table of the main challenges:
| Condition | What It Does to Bearings | Severity Level |
|---|---|---|
| Fine grain dust | Turns grease into abrasive paste | High |
| Steam / humidity | Causes rust and pitting | High |
| Heavy loads & shock | Fatigue, cracking, early failure | Medium to High |
| Salt (sodium) | Accelerates rust dramatically | High |
| Organic acids | Corrodes steel surfaces | High |
| Molasses | Sticky buildup, blocks seals | Medium |
| Long run hours (16–24/day) | Grease breakdown, seal wear | High |
So when a customer tells me “my feed mill bearings die fast,” I know it is not a cheap bearing problem. It is a specification problem. You need bearings built for these conditions.
2. What Are the Key Selection Criteria for Seals, Housings, and Bearing Materials in Feed Applications?
You cannot use standard pillow block bearings in a feed mill. You need specific features. Let me tell you exactly what to look for.
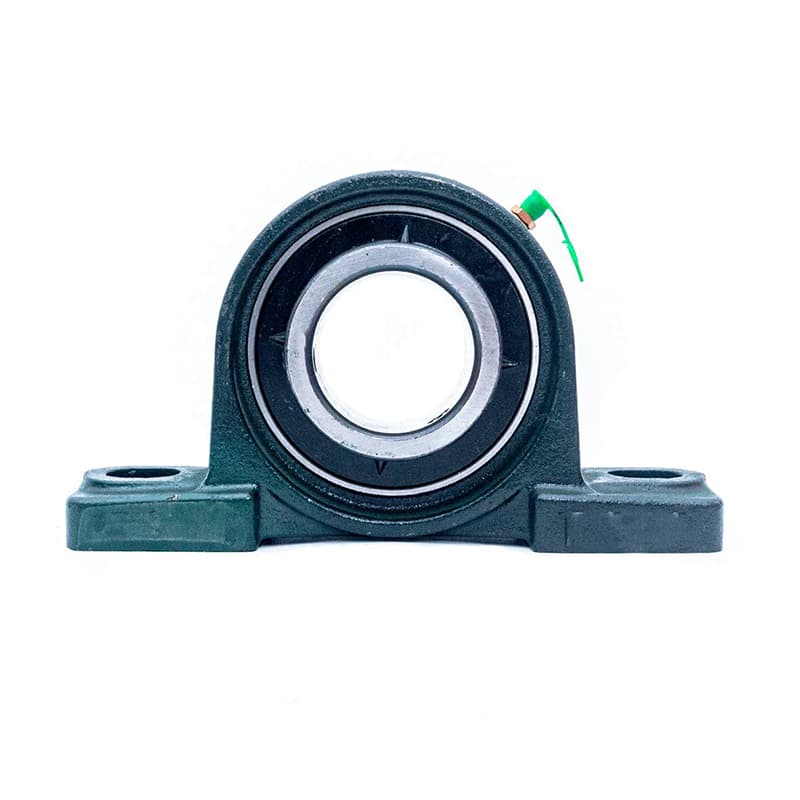
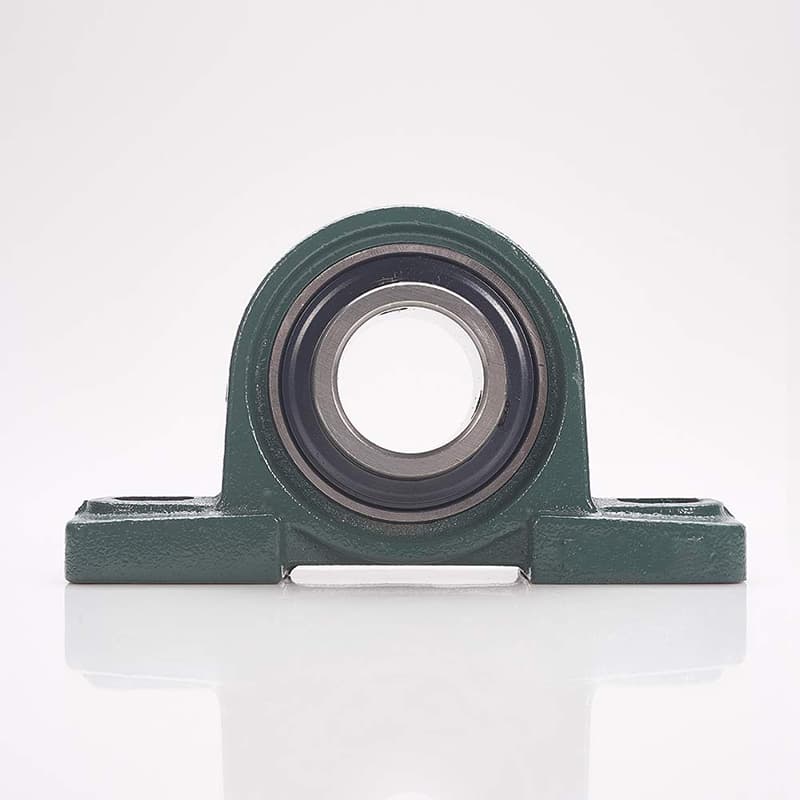
For feed processing, choose a triple lip seal1 with a flinger to block fine dust. Use a cast iron2 or stainless steel3 housing – never polymer. Select chrome steel or stainless steel balls with C3 clearance4. And make sure the bearing has a regreasing fitting. Sealed-for-life bearings will fail fast.
Dive deeper paragraph:
Let me give you a clear shopping list. When you talk to your bearing supplier, ask for these four things.
Seals – the most critical part
A standard rubber seal (2RS) will fail in a feed mill within weeks. You need a triple lip seal with a flinger. The flinger is a metal ring that spins with the shaft. It throws dust away before it reaches the rubber lips. The three rubber lips then block any dust that gets past the flinger.
For feed mills with very fine ingredients (like fish meal), I recommend a labyrinth seal5 instead. This has no contact with the shaft. It uses a maze of gaps to stop dust. Labyrinth seals create more friction but also last longer in heavy dust.
Housing material
Polymer housings are not strong enough for feed mills. The loads are too high and the temperature can reach 80-100°C near the pellet die. Use cast iron for most areas. Cast iron is strong and cheap. But cast iron rusts in humid conditions. So you need a good paint coating – epoxy or polyurethane.
For wet areas (like the steam conditioner), use stainless steel (304 or 316). Stainless never rusts and resists acids from feed additives. The higher cost pays off in longer life.
Bearing material and clearance
Standard chrome steel (GCr15) works for dry areas. But for wet or corrosive areas, upgrade to stainless steel balls and rings (440C). For areas with acid additives, ask for X30Cr13 or similar martensitic stainless steel.
Internal clearance is also important. Feed mills run warm to hot. Use C3 clearance as a minimum. For areas near the pellet die (high heat), use C4 clearance. Standard C0 will seize when the shaft expands.
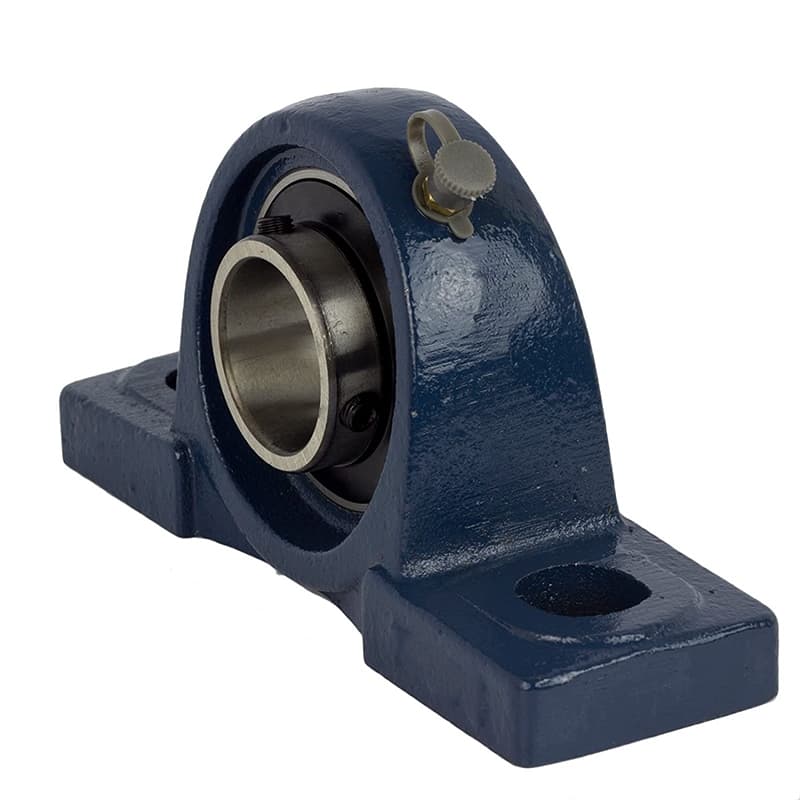
Grease fitting and relubrication
Never buy sealed-for-life bearings for a feed mill. Always get bearings with a grease fitting (also called a Zerk fitting). You need to push fresh grease in often to purge out contaminated grease. Without that, the bearing will die in weeks.
Here is a selection table:
| Area in Feed Mill | Seal Type | Housing Material | Bearing Steel | Clearance |
|---|---|---|---|---|
| Intake / receiving (dry dust) | Triple lip + flinger | Cast iron (painted) | Chrome steel | C3 |
| Grinding / hammermill (heavy dust) | Labyrinth or triple lip + flinger | Cast iron | Chrome steel | C3 |
| Mixing (dry, some additives) | Triple lip + flinger | Cast iron | Chrome steel | C3 |
| Steam conditioning (wet, hot) | Triple lip + flinger | Stainless steel 304 | Stainless steel 440C | C4 |
| Pellet press (heavy load, heat) | Labyrinth | Cast iron or stainless | Chrome steel | C4 |
| Cooling / drying (dust, heat) | Triple lip + flinger | Cast iron | Chrome steel | C3 |
| Finished product conveyor | Triple lip | Cast iron | Chrome steel | C3 |
I had a customer in Egypt who ran a large fish feed mill. His bearings on the steam conditioner failed every 3 weeks. He was using standard UCP bearings with single lip seals and C0 clearance. I recommended stainless steel housings, triple lip seals with flingers, stainless steel inserts, and C4 clearance. He tested one bearing. It ran for 7 months. He ordered 200 pieces. That is the power of picking the right specifications.
3. What Lubrication and Maintenance Practices Work for Continuous Pellet Production?
Feed mills run 16 to 24 hours a day. You cannot stop the line every week for greasing. So you need a smart lubrication plan that works with your production schedule.
For continuous pellet production, use polyurea or lithium complex grease with high water resistance. Grease every 200 operating hours using the purge method1 – pump until old grease comes out. For hard-to-reach bearings, install automatic grease systems. Keep a log of each regreasing date and temperature.

Dive deeper paragraph:
Let me share what works based on real feed mill experience. I have helped customers in Brazil, India, and Russia set up lubrication programs that cut bearing failures by half.
Grease selection
Not all grease works in a feed mill. You need a grease that:
- Resists water washout (from steam cleaning or humidity)
- Stays in place at 80-100°C
- Does not harden with fine dust
- Is safe for incidental feed contact (if required)
My top recommendation is polyurea grease2 (NLGI 2). It lasts longer than lithium grease at high temperatures. It resists water well. For feed mills that make animal feed (not pet food or human food), standard polyurea is fine.
If your feed mill produces food-grade feed (for poultry or livestock where trace contamination is allowed), use NSF H1 food-grade grease3. It is non-toxic. It costs more but gives you peace of mind.
Avoid cheap lithium EP2 grease. It breaks down faster in hot, wet conditions.
Greasing frequency
For a feed mill running 16 hours a day, here is a simple schedule:
| Bearing Location | Operating Hours per Day | Grease Interval |
|---|---|---|
| Intake, conveyors (light dust) | 12–16 | Every 400 hours (about 25 days) |
| Hammer mill (heavy dust, vibration) | 16–20 | Every 200 hours (about 12 days) |
| Pellet press (high heat, load) | 20–24 | Every 150 hours (about 7 days) |
| Cooler / dryer (heat, dust) | 20–24 | Every 200 hours (about 12 days) |
But do not just follow a calendar. Use the purge method. Pump fresh grease into the fitting until you see old, dirty grease squeeze out from around the seal. That old grease carries away dust and water. Then stop. Overgreasing causes overheating.
Automatic lubrication systems
For large feed mills with hundreds of bearings, manual greasing is too much work. Install a centralized automatic grease system. A small pump pushes grease through tubes to each bearing at set intervals – for example, 2 grams every 8 hours. This keeps fresh grease flowing constantly.
I have a customer in Vietnam with a 50,000 ton per year feed mill. He installed an automatic system on his pellet press and hammer mill bearings. His bearing failures dropped by 80% in the first year. The system paid for itself in six months.
Temperature monitoring
Train your maintenance team to check bearing temperature every day. Use an infrared gun. Write down the temperature. Normal is 60-80°C. If a bearing hits 90°C, regrease it and check again in 4 hours. If it hits 100°C, stop the line and replace the bearing.
Here is a simple daily log table:
| Date | Bearing ID | Temp (°C) | Vibration (1-5) | Grease Added (Y/N) | Notes |
|---|---|---|---|---|---|
| 2025-04-01 | Pellet press left | 78 | 2 | N | Normal |
| 2025-04-01 | Pellet press right | 92 | 3 | Y | Added 10 pumps, recheck |
| 2025-04-02 | Pellet press right | 71 | 2 | N | Back to normal |
One more tip. Do not use compressed air to clean dust off bearings. The high-pressure air pushes dust past the seals. Use a soft brush or a vacuum instead.
4. How Do You Prevent Bearing Failures from Feed Additives and Corrosive Ingredients?
Salt, acids, and molasses1 are silent killers. They do not cause loud noises or heat at first. But they slowly destroy your bearings from the inside.
To prevent failures from feed additives, upgrade to stainless steel bearings2 and housings in areas with salt or acids. Use FKM seals3 instead of nitrile rubber – they resist chemical attack. And wash down the bearing area daily with fresh water to remove corrosive dust. Also consider adding bearing protectors or covers.
Dive deeper paragraph:
Let me tell you a story. A customer in Pakistan made cattle feed with added salt and molasses. His bearings on the mixer conveyor failed every 2 weeks. When I looked at the failed bearings, the raceways were orange with rust. The seals had turned hard and cracked. The grease was black and sticky.
He thought the problem was the bearing brand. But the real problem was the ingredients. Salt attracts moisture. That moisture rusted the steel. The molasses made the dust sticky so it stuck to the seals and pulled them open. Then more moisture got in.
Here is how you fight each corrosive ingredient.
Salt (sodium chloride)
Salt is in many feed formulations, especially for cattle and sheep. Salt crystals are hard and abrasive. Salt also accelerates rust by attracting water.
Solution: Use stainless steel 440C for the bearing rings and balls. Use stainless steel 304 or 316 for the housing. For the shaft, use stainless steel or coat it with nickel. Also increase your regreasing frequency4 – every 100 hours instead of 200 – to flush out salt dust.
Organic acids (propionic, formic, citric)
These acids are added to prevent mold in feed. They are corrosive to standard chrome steel. They also attack standard nitrile rubber seals.
Solution: Use stainless steel bearings (440C or X30Cr13). For seals, use FKM (fluoro rubber) instead of standard NBR. FKM resists acids much better. It costs more but lasts 3-5 times longer. Also use a polyurea grease that is acid-resistant.
Molasses
Molasses is sticky and sweet. It attracts dust and insects. It also gets hard when it dries. When molasses gets into a bearing, it mixes with grease and turns into a hard, sticky paste. The bearing cannot spin.
Solution: The best prevention is keeping molasses away from bearings. Use bearing covers or boots – rubber or plastic shields that cover the entire housing. Also use positive pressure – some mills install a small air line that blows clean air into the bearing seal area to push out sticky dust. Regrease more often – every 100 hours – to purge out any molasses that gets inside.
Fish meal (fish feed production)
Fish meal is salty, oily, and has a strong odor. It is also very fine – like powder. It gets everywhere.
Solution: Use stainless steel bearings and housings. Use labyrinth seals – they have no contact with the shaft and handle fine powder better than lip seals. Regrease every 100 hours. Clean the outside of the bearing daily with a brush.
Here is a quick guide to additive resistance:
| Ingredient | Standard Chrome Steel | Stainless Steel 440C | Standard NBR Seal | FKM Seal |
|---|---|---|---|---|
| Salt (sodium chloride) | Poor | Good | Good | Good |
| Organic acids (propionic) | Poor | Good | Poor | Good |
| Molasses (sugar) | Good (if kept clean) | Good | Fair | Good |
| Fish meal (salty, oily) | Poor | Good | Poor | Good |
One more practical tip. Install bearing covers – simple metal or plastic shields that bolt over the bearing. They stop dust and liquid from falling directly onto the bearing. They cost almost nothing but add months of life. I recommend them for any bearing under a mixer or a conveyor in a feed mill.
I had a customer in Indonesia making shrimp feed. The feed had high salt content. His bearings on the dryer conveyor failed every 3 weeks. We switched to stainless steel bearings with FKM seals and added a simple sheet metal cover over each bearing. He also started washing down the area with fresh water at the end of each shift to remove salt dust. The bearings now last 10 months. That is a huge improvement.
Conclusion
Use stainless steel, triple lip seals, polyurea grease, and wash off corrosive dust. That keeps feed mill bearings running.
-
Learn about the challenges molasses poses to bearings and effective prevention strategies. ↩ ↩ ↩ ↩
-
Explore how stainless steel bearings can enhance durability and performance in harsh conditions. ↩ ↩ ↩ ↩
-
Learn about the superior chemical resistance of FKM seals and their long-term benefits. ↩ ↩ ↩ ↩
-
Find out how adjusting regreasing frequency can prevent bearing failures and enhance performance. ↩ ↩
-
Learn about labyrinth seals and their effectiveness in preventing dust ingress in challenging feed mill environments. ↩
