
Bearing failures in cement plants are a massive headache. They cause unplanned downtime, and they burn through your maintenance budget faster than anything else.
The main reason bearings fail in harsh environments like cement plants is contamination. Dust, water, and extreme loads overwhelm standard components. The solution is choosing the right bearing with a robust sealing system from the start, not just reacting to failures.
I’ve seen this happen time and time again with clients like Rajesh in Mumbai. He’d call me, frustrated, because a batch of bearings he’d just sold to a local ready-mix plant was failing in weeks. It wasn’t a bad product; it was a mismatch for the environment. Let’s break down how to fix that, starting with what you need to look for when you’re buying.
Key Considerations for Selecting Bearings in Harsh Environments
Choosing a bearing for a clean factory is easy. Choosing one for a cement plant is a different game entirely. Get it wrong, and you’re setting yourself up for failure from day one.
The top factors for selecting bearings in harsh environments are load rating, housing material, and internal clearance. For cement applications, you need a heavy-duty pillow block with a cast iron housing and a C3 or C4 internal clearance to handle shock loads and thermal expansion.

When I talk to procurement managers, they often focus on price first. But in a harsh environment, that’s a losing strategy. You have to think about three main areas. I’ve broken them down here.
1. Load Capacity Isn’t Just About Weight1
It’s easy to look at a spec sheet and see a static load rating. But in a cement plant, the loads aren’t "nice." They are shock loads. A conveyor starts and stops. A mixer vibrates. You need a bearing that can handle these peaks. A standard bearing might have a C3 clearance, but for the real heavy-duty stuff, a C4 clearance2 is often a better choice. That extra internal space allows for the deformation that happens under extreme impact. If you ignore this, the bearing will essentially crush itself from the inside.
2. Housing Material Matters More Than You Think3
Some manufacturers use pressed steel housings to save money. In a dry, clean environment, that might be fine. In a cement plant, it’s a disaster. Cement dust is abrasive. It gets into every crevice. A pressed steel housing is thin. It can’t handle the abrasion. It can also warp under heat or heavy loads. I always push for a ductile cast iron housing4. It’s stronger. It dampens vibration better. And it provides a much better base for the bearing insert. If the housing fails, the whole unit fails. It’s that simple.
3. The Fit and Tolerance5
You can’t just slap any bearing on a shaft and hope for the best. In harsh environments, shaft fit is critical. If the fit is too loose, the bearing will spin on the shaft. That creates friction and heat. It will wear down the shaft itself. That’s an expensive repair. If the fit is too tight, you risk preloading the bearing. That reduces the internal clearance and leads to early failure from overheating. We always recommend using an adapter sleeve or a stepped shaft with a precise tolerance. It takes more time to set up, but it saves you from a shaft replacement later.
| Selection Factor | Standard Option | Harsh Environment Option | Why It Matters |
|---|---|---|---|
| Internal Clearance | C3 (Normal) | C4 (Extra) | Handles shaft expansion and shock loads without seizing. |
| Housing Material | Pressed Steel | Cast Iron (Ductile) | Provides strength, vibration dampening, and abrasion resistance. |
| Lubrication | Standard Grease | High-viscosity, water-resistant grease6 | Stays in place and protects even when contaminants get in. |
| Locking Method | Set Screw | Eccentric Collar or Adapter Sleeve | Provides a stronger, more reliable grip on the shaft under vibration. |
The Role of Sealing Systems in Extending Bearing Lifespan
You can have the strongest bearing in the world. But if a grain of sand gets inside, it’s only a matter of time before it fails. That is where the seal comes in.
Sealing systems1 are the first line of defense. A good seal keeps contamination2 out and lubrication in. For cement plants, a triple-lip seal3 or a labyrinth seal4 with a flinger is essential to protect the bearing from fine, abrasive dust.
I remember a customer in Indonesia who was going through bearings on their conveyor systems every three months. They were using a standard pillow block with a single-lip seal. The environment was dusty and humid. The dust would work its way past the single lip, mix with the grease, and turn into a grinding paste. That paste would destroy the raceways and the rolling elements. I asked them to try our FYTZ units with a triple-lip seal. The difference was night and day. The first set lasted over two years.
Let’s be clear: a seal isn’t just a rubber ring. It’s a system. Here is what you need to look for.
The Contact Seal vs. The Labyrinth Seal
There is a trade-off here.
- Contact Seals (like triple-lip): These physically rub against the inner ring. They are excellent at keeping contaminants out. The downside is they create a tiny bit of friction and generate a little heat. For most cement plant applications, this is the best choice because the protection is worth the small amount of friction.
- Non-Contact Seals (like labyrinth): These use a complicated, maze-like path to keep contaminants out without creating friction. They are great for high-speed applications. But they aren’t as effective against very fine dust. In a cement plant, that fine dust can sometimes find its way through the maze.
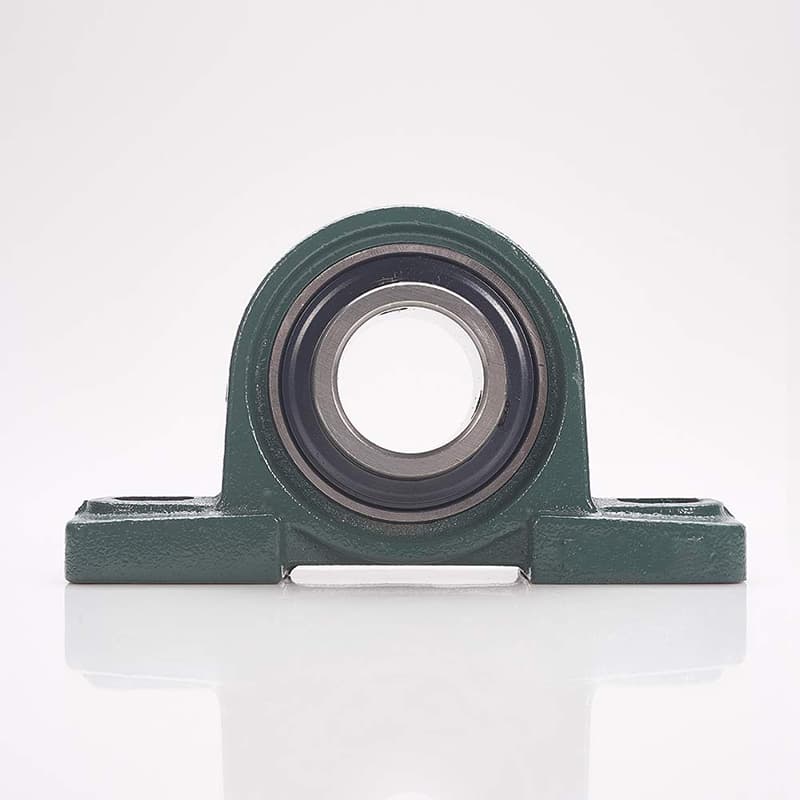
The best solution is often a combination. Many of our heavy-duty pillow blocks5 use a "seal pack." This includes a flinger, which is a metal plate that rotates with the shaft and throws away large debris. Behind that, there is a contact seal that stops the fine dust. This two-part system is the gold standard for extending bearing life in concrete plants.
Common Failure Modes: Why Bearings Fail in Concrete Plants
When a bearing fails, we often just replace it. But if you don’t know why it failed, you are just going to keep repeating the same mistake.
The three most common failure modes in concrete plants are contamination (dust ingress), improper lubrication6 (wrong grease or quantity), and fatigue7 (from shock loads). Identifying the failure pattern is the first step to preventing it.
In my years of working with factories, I’ve learned that the failed bearing tells a story. You just have to know how to read it. I train my clients to do a quick "autopsy" on every bearing they pull out. It saves them a lot of money. Let me walk you through the three big ones I see most often.
Failure 1: Abrasive Wear8 (The Grinding Paste)
This is the number one killer in cement plants. The bearing surfaces look worn, matte, and grainy. You can see fine scratches on the raceways and the balls or rollers.
- The Story: Dust got past the seal. It mixed with the grease. The grease then became a lapping compound. Every rotation grinds the bearing down a little more.
- The Fix: This is a seal problem. You need to upgrade to a better sealing system. Also, check the housing for damage. If the housing was dented, it might have broken the original seal’s contact.
Failure 2: Lubrication Failure9 (The Burn)
These bearings will show signs of heat. The metal might be blue or brown. The grease inside will be hard, caked, or completely missing. You might see smearing on the rolling elements.
- The Story: There are two versions here. First, there wasn’t enough grease. The bearing ran dry, metal touched metal, and it heated up until it seized. Second, there was too much grease. It created so much pressure that it overheated, the grease separated, and the bearing failed from heat. It’s a balancing act.
- The Fix: Implement a strict relubrication schedule. Use a grease gun with a meter so you know exactly how much you are putting in. For automated plants, consider an automatic lubricator. And make sure you are using a high-quality grease designed for high temperatures and heavy loads.
Failure 3: Fatigue (The Potholes)10
You will see spalling. That means small flakes or "potholes" are breaking off the raceway surface. It usually starts as a small pit and then grows.
- The Story: The bearing was simply overloaded. It could be from constant high loads. Or, more commonly in cement, it’s from repeated shock loads. Every time a heavy conveyor starts or a mixer cycles, it creates a small stress point. Over time, these small stresses add up. The metal gets tired and starts to flake off.
- The Fix: You need to upsize the bearing. A standard bearing isn’t enough. Switch to a higher load series or use a spherical roller bearing unit designed for heavy shock loads. This is where our FYTZ heavy-duty pillow blocks5 with spherical rollers make a huge difference. They distribute the load over a larger area and are much more forgiving of shock loads.
Maintenance Best Practices: Lubrication, Alignment, and Inspection
You picked the right bearing. It has the right seals. Now, how do you keep it running for years instead of months? Good maintenance is the answer.
The three pillars of bearing maintenance are proper lubrication1, precise alignment2, and regular inspection3. A proactive schedule that focuses on these areas can double or triple a bearing’s lifespan in a harsh environment.
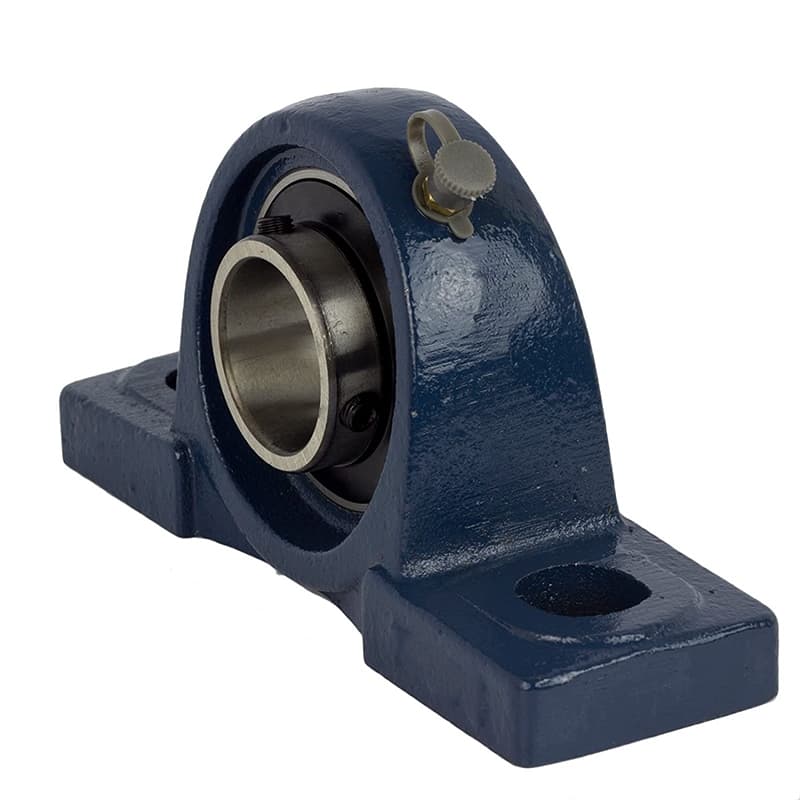
[^4] on a conveyor system's pillow block bearing](https://sdycbearing.com/wp-content/uploads/2025/12/Pillow-Block-Bearing-1.jpg)
I have a client in Turkey who runs a very large ready-mix plant. He used to treat bearings as a "fit and forget" item. When they failed, they’d replace them. They were spending a fortune. Now, they have a simple checklist. A mechanic walks the plant once a week with a grease gun, a thermometer, and a simple stethoscope. That one hour a week cut their bearing replacement costs5 by over 60%. It’s not magic. It’s just paying attention.
Let’s break down that checklist into what you can actually do.
Lubrication: The Goldilocks Principle
You don’t want too little grease. You don’t want too much. You want it just right.
- Frequency: In a hot, dusty environment, you need to relubricate more often than the manual says. The manual is written for ideal conditions. Your plant is not ideal. Start with a short interval, like once a week, and then adjust based on what you see.
- Quantity: A standard formula is Bearing Width (in mm) x 0.005 = ounces of grease. But a better rule? When using a grease gun, pump slowly. Pump until you see fresh grease just starting to come out of the seal. Then stop. That’s your sign that the cavity is full and old grease has been purged.
Alignment: The Silent Killer
Misalignment is a huge problem. If the shaft is even a little off, it puts uneven pressure on the bearing.
- Soft Foot: This is when the bearing housing isn’t sitting flat on its base. When you tighten the bolts, it twists the housing. This distorts the bearing inside. Always check your mounting base with a feeler gauge. Use shims to make it perfectly flat.
- Shaft Alignment: For bearings on a driven shaft, use a laser alignment tool4. They are not as expensive as they used to be. A straight-edge and a set of feeler gauges are better than nothing, but a laser tool gives you precise numbers. Getting the motor and the driven shaft within 0.05mm will dramatically extend bearing life.
Inspection: Using Your Senses
You don’t need fancy tools for a basic inspection. Your senses are powerful.
- Listen: A healthy bearing has a smooth, quiet sound. A clicking or grinding sound means contamination. A whistling or howling sound means lubrication is failing or the bearing is overloaded.
- Feel: Carefully (with gloves) feel the housing. Is it hot? A temperature rise of 40°C above ambient is a warning sign. If it’s too hot to touch, you have a problem.
- Look: Look for signs of grease leakage. A little is normal. But if grease is caked with dust, it means your seal is letting dust in. Also, look at the shaft. If there is a groove worn into it from the bearing locking collar, you have a slippage problem.
Conclusion
Choosing the right bearing for a cement plant is not about price. It is about matching the component to the harsh reality of the job site. Focus on seals, clearance, and a solid maintenance plan to stop failures before they start.
-
Understanding proper lubrication techniques can significantly enhance bearing performance and lifespan. ↩ ↩ ↩
-
Learning about precise alignment can prevent costly machinery failures and extend equipment life. ↩ ↩ ↩
-
Regular inspection methods can help identify issues early, saving time and money on repairs. ↩ ↩ ↩
-
Exploring laser alignment tools can provide insights into achieving accurate machinery alignment. ↩ ↩ ↩
-
Reducing bearing replacement costs can lead to significant savings and improved operational efficiency. ↩ ↩ ↩ ↩
-
Find out how correct lubrication practices can extend the life of bearings and prevent failures. ↩ ↩
-
Learn about the fatigue process in bearings and strategies to mitigate its effects. ↩
-
Explore the impact of abrasive wear on machinery and how to identify and address it. ↩
-
Get insights into recognizing lubrication failure early to avoid costly downtime. ↩
-
Understand spalling in bearings and effective solutions to prevent this common issue. ↩
