
You order a batch of pillow block bearings. They arrive, but the shafts are too tight or too loose. The mounting holes don’t line up. Production is delayed. The problem wasn’t the product quality, but missing information on your purchase order.
When ordering pillow block bearings, buyers must specify the shaft fit (e.g., h6, g6), the required internal bearing clearance (e.g., C3, CN), the housing fit for the outer ring, the bolt hole size and pattern, and any special seals or materials. Clear specifications prevent costly mismatches and ensure the units function correctly in your application.

In my years of exporting these units globally, I see the same issue repeatedly. Buyers assume "one size fits all" or that the supplier will guess correctly. This leads to frustration, returns, and lost time. A pillow block is a complete system. Ordering it correctly is a technical task. Let’s break down the key specifications you must provide, from basic rules of thumb to detailed sizing and customs codes.
What is the rule of thumb for bearing clearance1?
You need a bearing for a standard electric motor. You don’t have thermal expansion2 data. You need a simple, safe starting point to choose clearance. A rule of thumb helps you make a quick, generally correct decision.
A common rule of thumb for bearing clearance1 is: for standard applications with moderate speeds and temperatures, order "Normal" clearance (CN). If the application involves higher operating temperatures, such as in electric motors, gearboxes, or pumps, order "C3" clearance to prevent overheating from thermal expansion.
This rule is not perfect for every case, but it prevents the most common mistake: using a standard clearance bearing in a hot application where it seizes.
Understanding and Applying the Clearance Rule
The rule exists because thermal expansion2 is a predictable factor in many industrial machines.
Why the C3 Rule for Motors and Pumps is So Common:
In these applications, the inner ring is mounted on a rotating shaft. The shaft and inner ring get hot from friction and electrical losses. The outer ring is in a housing that stays cooler. The inner ring expands more than the outer ring. If the bearing starts with standard (CN) clearance, this thermal expansion2 can use up all the clearance and create a preload. A preloaded ball bearing runs hot, and the heat creates more expansion, leading to seizure. C3 clearance3 provides extra internal space to accommodate this expansion safely.
When to Deviate from the Rule of Thumb:
The rule is a starting point. You must consider other factors.
| Application Condition | Recommended Clearance | Reasoning |
|---|---|---|
| Low speed, stable ambient temperature (e.g., slow conveyor) | CN (Normal) | No significant heat generation. Standard clearance is adequate and cost-effective. |
| High speed, precision spindles | May require CN or special preload | High speeds need precise control of internal play, often set by the manufacturer. C3 might be too loose, causing vibration. |
| Heavy shock loads or vibrations (e.g., crushers, vibrating screens) | C3 or C4 | Extra clearance helps prevent the balls from brinelling (denting) the raceways under impact. |
| Where outer ring is rotating and gets hot | Requires special analysis | The rule reverses. The outer ring expansion may reduce clearance. This is less common. |
The Critical Link to Fit:
Clearance is not just a bearing specification. It is the result of the bearing’s initial internal clearance minus the reduction caused by the interference fit4 on the shaft.
- Interference Fit: Tightly pressing the bearing onto the shaft stretches the inner ring, reducing internal clearance.
- The Rule in Practice: When you specify a shaft fit (like h6 for a rotating inner ring), you are already applying an interference. The C3 clearance3 bearing is designed with this in mind. It has extra initial clearance so that after it is pressed onto the shaft, the operating clearance is correct when hot.
My Insight from Processing Thousands of Orders:
For our B2B clients—distributors like Rajesh in India who supply local industries—this rule is gospel. When a customer from a pump repair shop asks for a bearing, Rajesh knows to ask: "Is it for a motor or a pump?" If the answer is yes, he automatically quotes for a C3 clearance3 bearing. This simple question prevents 80% of clearance-related failures5 in his market. We reinforce this by marking C3 bearings clearly in our catalog and on the packaging. The rule of thumb works because it addresses the most frequent thermal scenario in industry. Specifying "C3" on your order tells the manufacturer, "My application generates heat." It is the single most important clearance spec for general industrial buyers to know and use.
What is the HS code1 for pillow block bearings2?
You are preparing a shipment for import. Customs asks for the HS code1. You search online and find many options. Choosing the wrong code leads to delays, extra fees, or even seizure of your goods. You need the correct code for smooth customs clearance3.
The Harmonized System (HS) code for pillow block bearings2 is typically 8483.30.90 (for other housed bearing units, incorporating ball or roller bearings) or a more specific sub-code depending on the exact type and size. This code is used globally for classifying goods in international trade, determining import duties4, and compiling trade statistics.

This code is not just paperwork. It is the key that unlocks international logistics and determines your final landed cost.
Navigating HS Codes for Bearing Imports
The HS code1 is a 6-digit international standard, often extended to 8-10 digits by individual countries for more detail.
1. Breaking Down the Code 8483.30:
- 84: Chapter for "Nuclear reactors, boilers, machinery and mechanical appliances; parts thereof."
- 83: Heading for "Transmission shafts, cranks, bearing housings5, gears, couplings."
- 8483: Sub-heading specifically for "Bearing housings and plain shaft bearings."
- 8483.30: Sub-heading for "Bearing housings incorporating ball or roller bearings." This is the core code for pillow blocks and flange units.
2. Country-Specific Extensions:
The final digits vary. For example:
- USA: Might use 8483.30.9000 for "Other housed bearing units, incorporating ball or roller bearings."
- India: Might have a specific code under 8483.30.
- Brazil, Turkey, Russia: Each will have their own extended tariff schedule based on the 8483.30 heading.
3. Why Getting the HS Code Right Matters for Buyers:
This is not just your supplier’s responsibility. As the importer, you are ultimately responsible for correct classification.
| Consideration | Impact of Correct HS Code | Risk of Incorrect HS Code |
|---|---|---|
| Customs Duty Rate | You pay the correct, predictable import duty. | You may pay a higher duty (costing you money) or face penalties for underpayment. |
| Customs Clearance Speed | Your shipment clears quickly without questions. | Your shipment is held for inspection and manual classification, causing days or weeks of delay. |
| Import Licenses & Restrictions | You know if any special permits are needed. | Your goods might be refused entry if they require a license you don’t have. |
| Trade Statistics | Accurate data helps your supplier’s country and yours. | Muddies trade data, but the direct business impact is minor. |
4. How to Ensure You Have the Right Code:
- Ask Your Supplier: A reputable factory like ours provides the HS code1 on the commercial invoice and packing list. We use the standard code for our export declarations.
- Consult Your Freight Forwarder or Customs Broker: They are experts in the import regulations of your country. Provide them with a detailed description and sample photo.
- Check Official Customs Tariffs: Your country’s customs website likely has a searchable tariff database6.
My Business Perspective on HS Codes:
For us as an exporter, providing accurate HS code1s is part of our service. When we ship a container to Indonesia or South Africa, the documentation must be flawless. A delay at their port hurts our client’s business and our reputation. We train our sales team to understand that a buyer like Rajesh needs more than just a product price; he needs clean documentation for smooth import. We also see that different types of housed bearings might have slightly different codes. For example, a simple plummer block (pillow block) with a ball bearing may have the same 8483.30 code as one with a spherical roller bearing, but the duty rate could differ. Our advice to buyers is simple: Always confirm the HS code1 with your supplier and verify it with your local customs agent. This one line item on your paperwork is as critical as the bearing dimensions for a successful international order.
How to select bearing clearance1?
You understand the rule of thumb. But your application is special. The machine runs hot and has heavy loads2. You need a method, not just a rule. Selecting clearance is a logical process based on known factors.
Selecting bearing clearance1 is a systematic process based on analyzing the application’s operating conditions3. Key factors include: the bearing type (ball, roller), the fits on the shaft and housing (which reduce clearance), the temperature difference4 between inner and outer rings, the required rigidity, and the presence of shock or vibration loads. This analysis points to a standard clearance group (C2, CN, C3, C4, C5).

Think of clearance as a setting. You adjust this setting based on the machine’s "environment" to achieve smooth, cool, long-lasting operation.
A Step-by-Step Guide to Clearance Selection
Follow these steps to move from a guess to an informed specification.
Step 1: Determine the Operating Temperature Profile.
This is the most important step. You need to estimate:
- Inner Ring Temperature (Ti): How hot will the shaft be at the bearing location?
- Outer Ring Temperature (To): How hot will the housing be?
- Temperature Difference (ΔT = Ti – To): This is the key driver for clearance change. A positive ΔT (inner hotter) reduces clearance. A large ΔT requires a larger initial clearance (C3, C4).
Step 2: Determine the Fits.
How will the bearing be mounted?
- Shaft Fit: For a rotating inner ring, a tight fit (e.g., k5, m6) is common. This interference fit stretches the inner ring, reducing internal clearance.
- Housing Fit: For a stationary outer ring, a loose fit (e.g., H7) is common. This usually does not affect clearance much.
Step 3: Consider Load and Speed Conditions.
- Heavy Loads/Vibration: Prefer larger clearance (C3, C4) to allow slight misalignment and prevent edge loading.
- High Speed/Precision: Prefer normal or smaller clearance (CN, C2) for better shaft guidance and lower vibration. High-speed applications often use specially calculated preload5, not standard clearance groups.
Step 4: Apply the Logic – A Decision Matrix.
Use this table to guide your choice after considering the above:
| Primary Condition | Bearing Type | Recommended Clearance Group | Rationale & Example |
|---|---|---|---|
| General purpose, stable temperature | Ball or Roller | CN (Normal) | Conveyors, light gearboxes. The default choice. |
| Inner ring significantly hotter (ΔT >15°C) | Ball Bearing | C3 | Electric motors, pumps, fans. The most common "special" clearance. |
| Very high temperature difference4 or heavy shock | Spherical Roller Bearing | C4 | Dryers, kilns, vibrating machinery. |
| Precision spindle, minimal vibration | Angular Contact Ball Bearing | Preload (not C-group) | Machine tools. Requires manufacturer setting. |
| Requires extra rigid shaft support | Tapered Roller Bearing | Adjustable preload5 | Gear pinions. Set during installation. |
Step 5: Consult and Confirm.
For critical or non-standard applications, use bearing manufacturer selection software6 or consult their engineering service. They can calculate the exact clearance reduction from fits and thermal expansion.
My Insight on Bridging the Gap Between Theory and Practice:
Most of our mid-size distributor clients do not do complex thermal calculations. They rely on experience and application knowledge. We have built a simplified selection guide for them. For a "pump bearing," we suggest C3. For a "crusher bearing," we suggest spherical rollers with C4 clearance. This works because we’ve pre-applied the logic to common industry segments. However, when we deal with large OEM clients in Brazil or Turkey designing new equipment, we go through this full step-by-step process with them. We might even request temperature data from their prototypes. The goal is the same: to specify a clearance on the purchase order that leads to a bearing which, once installed and running, has the optimal operational clearance. Stating just "bearing 6208" is incomplete. Stating "bearing 6208 C3" is a professional specification that tells the manufacturer exactly what you need.
How to size a pillow block bearing?
You have a broken pillow block on a conveyor. You need to order a replacement. You cannot just guess the size. You need a reliable method to determine the exact specifications for a perfect match.
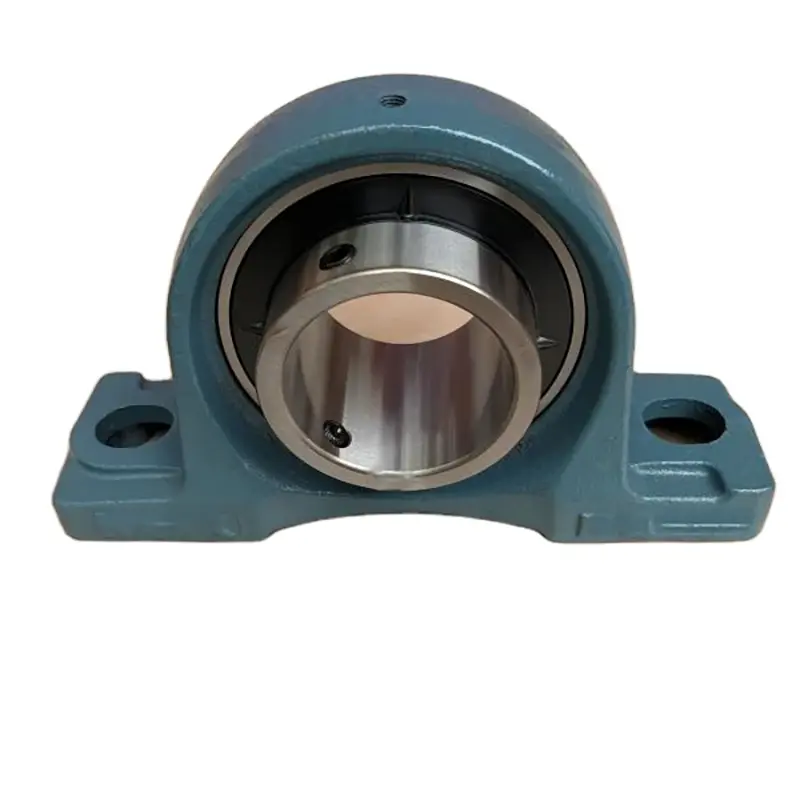
To size a pillow block bearing, you must measure several key dimensions: the bore size1 (shaft diameter2), the housing width and height, the bolt hole spacing3 (center distance) and size, and the overall length. Matching these to the existing unit or machine drawings ensures a direct replacement that fits the shaft, bolts into place, and aligns correctly.
Sizing is about more than just the shaft. The pillow block is a mounted unit with a housing. You must specify the entire package.
The Critical Dimensions for a Perfect Fit
Let’s break down each measurement and why it matters.
1. Bore Size (d):
This is the most important dimension. It must match your shaft diameter2.
- How to Measure: Use a caliper to measure the shaft diameter2 where the bearing sits. If the old bearing is intact, measure its inner ring bore.
- Common Sizes: 20mm, 25mm, 30mm, 35mm, 40mm, 50mm, etc. This is the core of the bearing number (e.g., a UCP 208 has a 40mm bore).
2. Housing Dimensions (A, B, H):
These ensure the block fits in the available space and has the correct mounting footprint4.
- Housing Width (B): The distance between the two bolt holes.
- Housing Height (H): The distance from the base to the center of the bore.
- Overall Length (A): The total length of the housing.
- How to Measure: Use a ruler or caliper on the old housing. These dimensions are often standardized within series (e.g., a 200 series pillow block has specific A, B, H for each bore size1).
3. Bolt Hole Specifications:
This is critical for mounting. If the holes don’t line up, you cannot install it.
- Bolt Hole Center Distance (J): The distance between the centers of the two bolt holes. This must match the holes in your machine frame.
- Bolt Hole Diameter (N): The size of the holes. It must accommodate your mounting bolts (e.g., M10, M12 bolts).
- How to Measure: Measure the distance between the centers of the existing holes in the frame. Measure the diameter of the bolts or the holes.
4. The Bearing Insert Type:
The housing holds a bearing insert. You must know what type it is.
- Ball Bearing Insert: Common for general use (e.g., 208, 308).
- Spherical Roller Bearing Insert: For heavier loads and misalignment (e.g, 22208, 22308).
- How to Identify: Look for markings on the sealing rubber or metal shield of the old insert. The insert number is usually stamped on it.
Putting It All Together: A Sizing Checklist Table
| Dimension to Specify | What to Measure | Example Value | Why It’s Important |
|---|---|---|---|
| Pillow Block Series/Type | Look at the old unit. Is it a 2-bolt (UCP) or 4-bolt (UCF) type? Is it a square flange (UCF) or oval flange (UCFL)? | UCP 208 | Determines the housing style and basic dimensions. |
| Shaft Diameter (Bore) | Measure the shaft with a caliper. | 40 mm | The bearing must fit the shaft perfectly. |
| Bolt Hole Center Distance | Measure center-to-center of the mounting holes in the machine frame. | 70 mm | Ensures the new block bolts directly onto existing holes. |
| Bolt Hole Size | Measure the bolt diameter or the hole size in the frame. | M10 (10mm bolt) | Ensures the bolts fit through the block’s holes. |
| Bearing Insert Clearance | Based on application (see previous section). | C3 | Ensures correct internal play for temperature and load. |
My Practical Advice for Buyers and Sellers:
For our distributors, we provide dimension charts for every pillow block we sell. When Rajesh gets an inquiry from a repair shop in Mumbai, he asks for these key dimensions or a photo of the old unit with a ruler next to it. Often, a mechanic will only provide the shaft size. We train our partners to ask the follow-up questions: "What is the bolt hole distance? What is the bolt size?" This prevents wrong shipments. For replacement orders5, the old bearing insert is the best guide. If possible, remove the insert and read its number. Then, the pillow block housing is chosen to match that insert (e.g., a UCP 208 housing is made for a 208 insert). Sizing is a detective job. Gathering all the clues (dimensions) ensures you order the exact part that will drop into place and get the machine running again without modification or delay.
Conclusion
Specifying pillow block bearings correctly requires attention to clearance rules, accurate HS codes for import, a methodical approach to clearance selection, and precise sizing of all dimensions. Providing this complete information on your order prevents mismatches, delays, and ensures optimal bearing performance.
-
Understanding bore size is crucial for ensuring a perfect fit for your shaft, preventing operational issues. ↩ ↩ ↩ ↩ ↩ ↩ ↩ ↩ ↩ ↩ ↩ ↩
-
Accurate measurement of shaft diameter is vital for selecting a bearing that fits perfectly, ensuring smooth operation. ↩ ↩ ↩ ↩ ↩ ↩ ↩ ↩ ↩
-
Correct bolt hole spacing is essential for proper mounting, ensuring stability and safety in operation. ↩ ↩ ↩ ↩ ↩ ↩
-
Understanding the mounting footprint ensures that the bearing can be securely installed in the designated space. ↩ ↩ ↩ ↩ ↩
-
Knowing the right dimensions and specifications prevents wrong shipments and ensures quick repairs. ↩ ↩ ↩ ↩ ↩
-
Using manufacturer selection software can provide precise clearance calculations tailored to your needs. ↩ ↩
